
Where the Money Goes: What a Piping Scope Actually Covers
When a procurement manager or project engineer asks “what does industrial piping cost,” the honest answer is: it depends on what you’re counting. A lump-sum figure without a line-item BOQ (Bill of Quantities) is the fastest way to lose budget control.
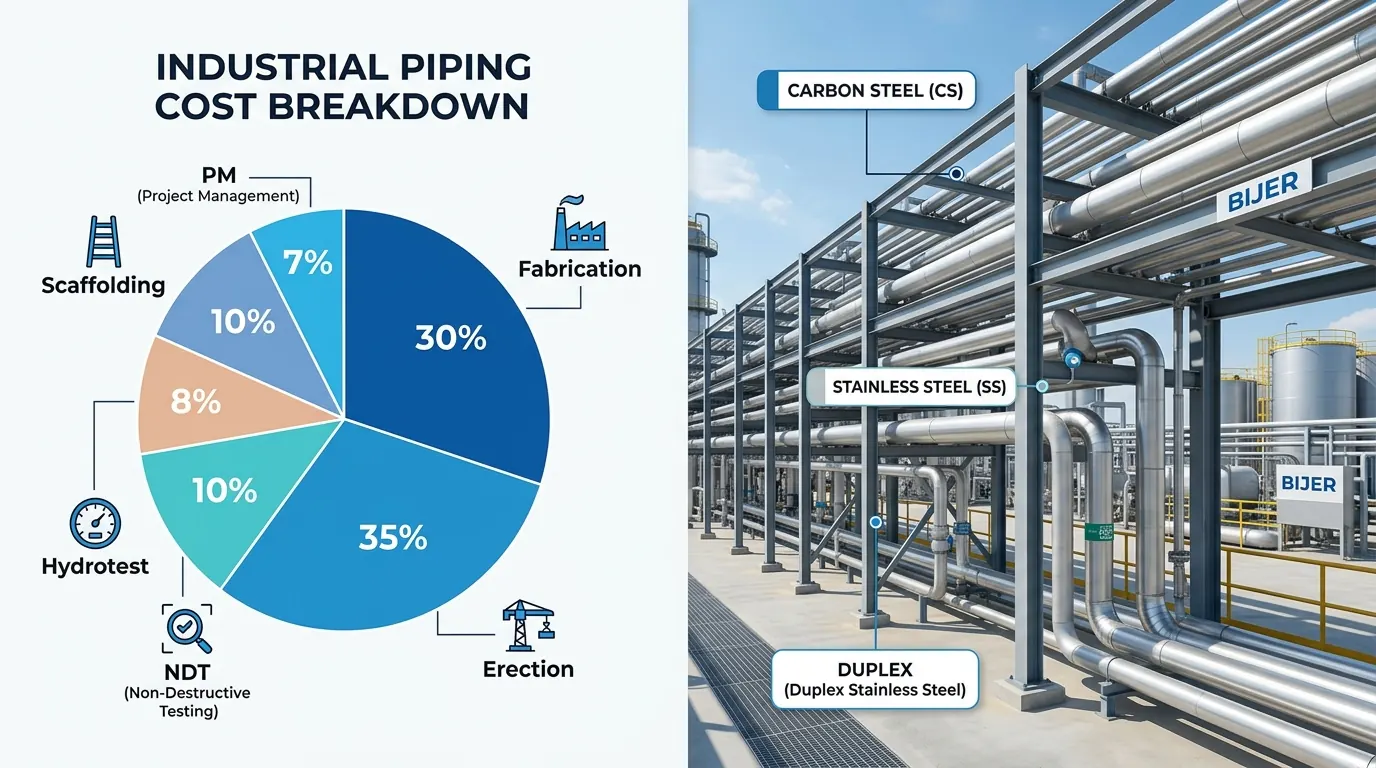
A complete industrial piping scope typically breaks into six cost buckets. Fabrication covers pipe-spool production: cutting, bevelling, and welding pipe segments into transportable sections at a workshop or on-site laydown area. For carbon steel, shop fabrication is cheaper; for duplex or CRA-clad, controlled-environment fabrication is non-negotiable and costs more. Our piping erection and welding services cover the full fabrication-to-installation chain.
Erection and installation is the second bucket: lifting spools into position, fitting, tack-welding, and final welding on the pipe rack or in the trench. This is where access costs bite: a pipe run at grade in an open yard is straightforward. The same run at 12-metre elevation inside a live plant, with scaffolding and permit-to-work constraints, can double or triple the labour component.
NDT (Non-Destructive Testing) is the third bucket and it’s often underestimated. Radiographic testing (RT) on 100% of welds costs significantly more than ultrasonic testing (UT) on a sampled percentage. The NDT scope should be specified in the contract. If the specification says “RT 100%” and the quote assumes “UT 10%,” someone is absorbing a surprise cost. Per ASME B31.3, the extent of examination depends on fluid service category: Normal, Category D, Category M, or High-Pressure.
Hydrotesting and pre-commissioning form the fourth bucket: filling, pressurising, holding, draining, drying, and documenting every test pack. On a large piping system with 200+ test packs, the labour and water-management logistics are material. We offer hydro jetting for pre-commissioning cleaning before hydrotest to prevent debris-related test failures.
The fifth bucket is scaffolding, cranage, and temporary works, sometimes 10-15% of the total erected cost on a congested brownfield site. The sixth is project management, supervision, QA/QC documentation, and as-built deliverables. These indirect costs scale with project duration, so a delayed project pays twice: once in extended indirects, once in liquidated damages.
| Cost bucket | Typical share | What it covers |
|---|---|---|
| Fabrication | 30% | Cutting, bevelling, spool welding, handling |
| Erection | 35% | Lifting, fitting, alignment, installation labour |
| NDT | 10% | RT, UT, dye penetrant, PMI, inspection reports |
| Hydrotest | 8% | Test packs, filling, pressurising, draining, drying |
| Scaffolding | 10% | Access, cranage, temporary works |
| Project management | 7% | Supervision, QA/QC, as-built documentation |
Per-Metre Benchmarks: What Different Pipe Grades Cost to Install (2025-2026 Rates)
The figures below are installed rates: material supply, fabrication, erection, welding, NDT, and hydrotesting for above-ground process piping on a typical Abu Dhabi industrial site with reasonable access. They assume a competitive BOQ-based contract, not a lump-sum guess.
Carbon steel (ASTM A106 Gr. B, Schedule 40, up to 6-inch NB): AED 180-350 per linear metre. This is the workhorse of process piping: steam, cooling water, hydrocarbon transfer at moderate temperatures. At the lower end, straight runs with few fittings and ground-level access. At the upper end, congested pipe racks with multiple direction changes, extensive flanged connections, and elevated access.
Carbon steel (Schedule 80 / 160, or large-bore above 12-inch NB): AED 350-650 per linear metre. The heavier wall thickness means slower welding, more passes, higher preheat in some cases, and heavier lift requirements for spools. Large-bore above 24 inches moves into specialised rigging territory.
Stainless steel (ASTM A312 TP304/316, Schedule 10S-40S, up to 6-inch NB): AED 400-900 per linear metre. The material cost alone is 3-5x carbon steel. Welding requires purging with argon backing gas, low heat input, and careful interpass temperature control to preserve corrosion resistance. Stainless in UAE outdoor environments also needs consideration for chloride stress-corrosion cracking if insulation is involved, a common failure mode in coastal Abu Dhabi.
Duplex and super-duplex stainless (UNS S31803 / S32750): AED 800-1,800+ per linear metre. Ferrite-austenite microstructure requires tightly controlled weld procedures: heat input, interpass temperature, and ferrite content measurement (FN count) per deposited weld metal. Getting this wrong means embrittlement or loss of corrosion resistance. Per ASME Section IX, each duplex grade requires a separate PQR (Procedure Qualification Record).
CRA-clad and lined pipe (carbon steel backing with Inconel 625 or 316L cladding): AED 1,200-3,000+ per linear metre. Used in sour service, high-H2S, and high-temperature corrosive environments common in UAE upstream oil and gas. The welding procedure is complex: buttering the carbon-steel side, welding the CRA side without iron contamination, and verifying the clad layer integrity post-weld.
These rates include materials and labour. They exclude civil/structural works (pipe supports are assumed existing), scaffolding beyond basic access, engineering design, procurement expediting, and VAT. For a typical 500-metre process piping system in carbon steel with moderate complexity, budget AED 150,000-250,000 for the installed piping scope alone.
Seven Factors That Move the Budget the Most
After delivering piping scopes across Abu Dhabi, Dubai, Sharjah, and the Northern Emirates, we’ve seen the same cost drivers repeat across projects. Here are the seven that matter most:
- Pipe material and schedule: Carbon steel Schedule 40 vs. duplex Schedule 80S is a 5x material-cost difference before the first weld is struck. Specify material grade early; changing from 316L to duplex after engineering approval triggers re-design, re-procurement, and lost programme.
- Site access and elevation: Grade-level installation with crane access vs. congested piperack at 15-metre elevation with scaffold-only access. The latter can triple installation man-hours per metre. If your site is an operating plant with restricted access hours, factor this in.
- Weld procedure and NDT scope: A single carbon-steel butt weld might need 2 passes; a duplex weld might need 5 passes plus purging and ferrite measurement. If the spec calls for 100% RT instead of 10% UT, the NDT cost line jumps proportionally. The ASME B31.3 fluid service category determines the minimum, but client specifications often exceed it.
- Greenfield vs. brownfield / shutdown execution: Greenfield means open site, no permit constraints, and standard working hours. Brownfield means live plant, hot-work permits, gas testing, possibly night-shift or shutdown-window-only execution. Brownfield can add 40-100% to the direct labour cost.
- Flange count and joint integrity: Every flanged connection adds two welds, a gasket, stud-bolts, and a torque operation. A piping system designed with flanged connections at every instrument tee costs more than one with welded branch connections where permitted. We cover this in our bolt torquing services for flange joints.
- Engineering and design maturity: If isometrics are fully issued and approved before fabrication starts, work flows. If isometrics are preliminary and changing weekly, you’re paying for re-work: cutting out completed welds, re-routing spools, and absorbing material waste.
- Contractor capability and pre-qualification: ADNOC-approved contractors with in-house welding crews cost more per man-hour than uncertified labour brokers, but the latter’s re-work rate erases the saving. See our guide on how to choose a piping contractor in Abu Dhabi. Per ADNOC supplier pre-qualification, certain scopes mandate specific HSE and technical thresholds.

How to Read and Challenge a Piping Quote
A credible piping quote comes as a priced BOQ, not a single number on a letterhead. Here’s what to look for:
Line items by pipe class and diameter: The BOQ should list each line number or pipe class, diameter, schedule, material, and linear metre quantity, with a unit rate per metre for fabrication plus erection. If it’s one line saying “Piping – Lump Sum AED X,” you have no way to verify scope coverage or challenge omissions.
Separate NDT line: Radiography, ultrasonic, dye-penetrant, and PMI (Positive Material Identification) should each have their own line with quantity, number of welds/shots, and unit rate. This way, if the NDT scope changes, the cost impact is transparent.
Separate hydrotest line: Test packs should be itemised by system with estimated volumes. If the contractor bundles hydrotesting into the metre rate, ask how many test packs they assumed and what happens when the number changes.
Allowances for fittings, flanges, and supports: These are often expressed as a percentage uplift on the straight-pipe metre rate, typically 15-30% depending on system complexity. The BOQ should state the percentage and the assumed fitting density.
Exclusions list: Every BOQ should have one. Typical exclusions are civil works, scaffolding beyond basic access, industrial coatings beyond primer, insulation and cladding, and commissioning beyond the piping system boundary. If there’s no exclusions list, there are unstated assumptions.
At BIJER, we provide a detailed BOQ before contract award. Contact us for a straight site quote: no lump-sum guesses, just a priced scope you can verify.
| BOQ line | What to verify |
|---|---|
| Pipe class and diameter | Line number, material, schedule, quantity, and unit rate |
| NDT | RT, UT, dye penetrant, PMI scope and assumed quantities |
| Hydrotest | Test-pack count, water volume, draining, drying, documentation |
| Fittings and flanges | Allowance percentage and fitting density assumptions |
| Exclusions | Civil works, coating, insulation, commissioning, special access |
Frequently Asked Questions
What is the average cost of industrial piping installation per metre in Abu Dhabi?
For carbon steel process piping (Schedule 40, up to 6-inch NB) with reasonable site access, expect AED 180-350 per linear metre installed, including material, fabrication, erection, welding, NDT, and hydrotesting. Stainless steel (304/316) runs AED 400-900 per metre. Duplex and super-duplex range from AED 800 to 1,800+ per metre. These are 2025-2026 rates for competitive BOQ-based contracts on Abu Dhabi industrial sites.
What factors increase industrial piping costs the most in the UAE?
The seven biggest cost drivers are pipe material and schedule, site access and elevation, NDT scope such as 100% RT vs. 10% UT, greenfield vs. brownfield or shutdown execution, flange count, engineering maturity, and contractor pre-qualification status, particularly ADNOC approval requirements.
Does the piping cost include hydrotesting and NDT?
In a properly structured BOQ, NDT and hydrotesting should be separate line items with their own quantities and unit rates. Some contractors bundle them into a composite metre rate. If so, ask for the assumed NDT scope and test-pack count so you can verify it against the project specification.
Why is stainless steel piping so much more expensive than carbon steel?
Stainless material costs 3-5x more than carbon steel. Welding requires argon purging (backing gas), low heat input, and strict interpass temperature control to maintain corrosion resistance. In coastal Abu Dhabi, stainless piping also needs design consideration for chloride stress-corrosion cracking under insulation, a failure mode that can emerge within months if not properly addressed.
How can I control piping costs without compromising quality?
Five practical measures: freeze isometrics before fabrication starts, specify the NDT scope realistically per the fluid service, minimise flanged connections where welded branch connections are permitted, use a contractor with in-house welding crews and a UAE workshop, and insist on a line-item BOQ before contract award so every cost line is transparent.





