
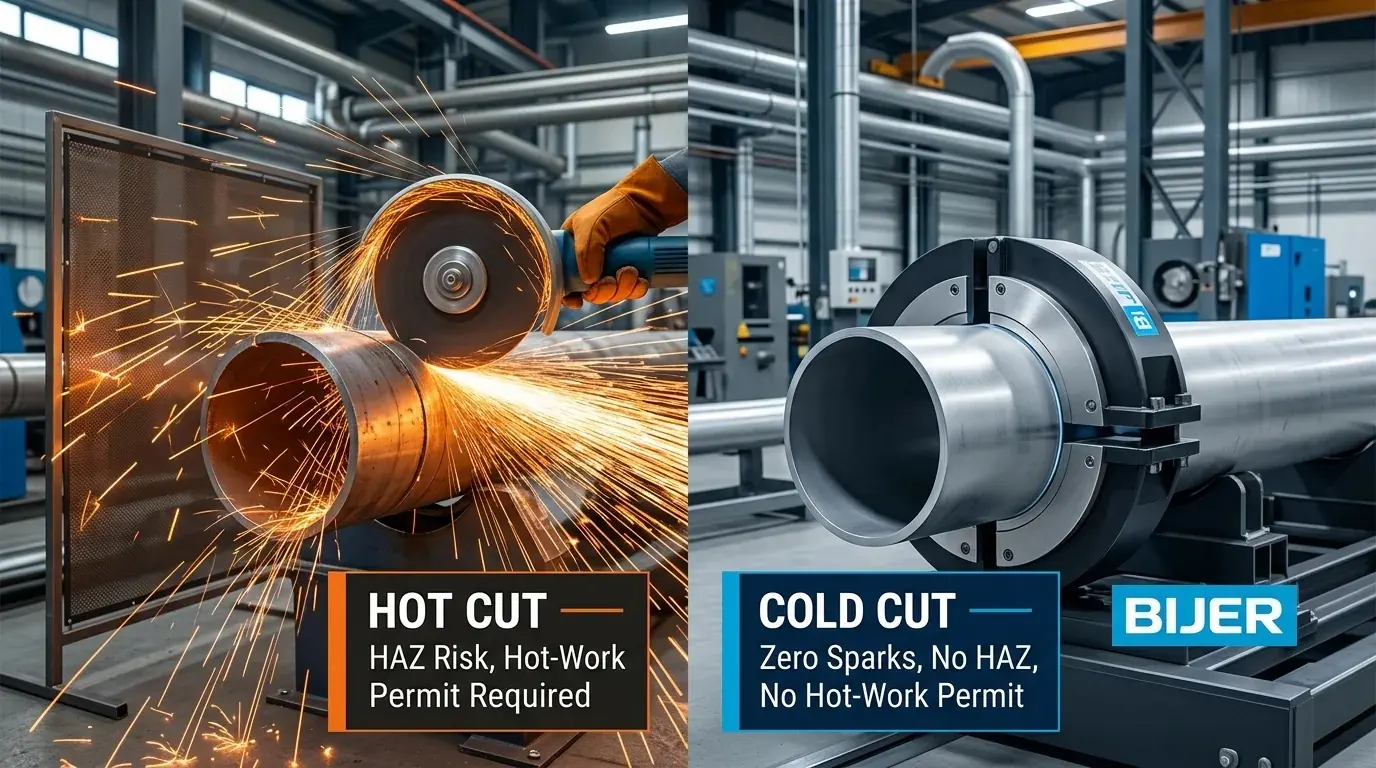
The Fundamental Difference: What Separates Cold Cutting from Hot Cutting
At the most basic level, hot cutting uses thermal energy: an oxy-fuel flame, a plasma arc, or a grinding disc to melt, burn, or abrade metal. It is fast, widely available, and requires relatively simple equipment. It also generates three things that can be dangerous on an industrial piping job: an open flame or spark stream, a heat-affected zone (HAZ) that changes the metallurgy at the cut face, and a hot-work permit requirement.
Cold cutting removes metal through purely mechanical means: a clamshell pipe cutter with a rotating milling head, a diamond-wire saw, or a hydraulic split-frame cutter. There is no flame, no spark, and, critically, negligible heat input into the pipe wall. The HAZ is effectively zero. The cut face is machine-finished and typically requires minimal dressing before the next welding or fit-up operation. Our cold cutting services cover the method selection based on pipe diameter, material, and site conditions.
The practical difference on-site: hot cutting takes minutes per cut but needs a gas test, a hot-work permit, a fire watch, and possibly a plant-wide clearance. Cold cutting takes longer per cut, as a 24-inch Schedule 80 pipe might take 45-90 minutes with a clamshell cutter, but often needs no hot-work permit because there is no ignition source. In the UAE’s ATEX-classified gas plants and refinery zones, that permit difference alone can determine whether the work happens this shift or next month.
When Cold Cutting Is Non-Negotiable: Three Scenarios
There are situations where cold cutting is not just preferable. It is the only method a competent site safety officer will approve. We encounter three scenarios regularly across UAE industrial sites:
1. ATEX-classified and Zone 1 / Zone 2 hazardous areas. Any area where a flammable gas-air mixture may be present under normal or abnormal operating conditions cannot have an open flame or spark-producing tool without extensive gas-free certification, continuous monitoring, and a hot-work permit that may require plant or unit shutdown. Cold cutting eliminates the ignition source entirely. In a live gas plant, this can mean the difference between completing a pipe modification during a 12-hour window and waiting for the next planned turnaround in six months.
2. In-service pipelines where the HAZ matters. When you hot-cut a pipeline that is still in service, even if the product has been displaced, the heat from grinding or oxy-fuel can alter the microstructure of the pipe steel at the cut face. A hardened HAZ is more susceptible to cracking during subsequent welding or in service. Per NACE SP0472, in-service welding requires careful control of heat input and cooling rate to avoid hydrogen-induced cracking and HAZ hardness excursions. Cold cutting removes the HAZ variable entirely.
3. Shutdown preparation: hot-tap tees and line-stop fittings. When you are preparing a pipeline for a hot tap or installing a line-stop fitting, the cut geometry must be precise. A cold-cut opening with a milled finish provides a clean, dimensionally accurate profile that a split-tee or line-stop housing can seal against. Grinding an opening by hand rarely achieves the same precision, and an imprecise cut face on a line-stop fitting is a leak path waiting to happen.
Cold Cutting Methods: Which Tool for Which Job
Not all cold cutting is the same. The method depends on pipe diameter, wall thickness, material, and access. Here is what we deploy in the field:
Clamshell (split-frame) pipe cutters: The workhorse for large-bore piping, from 6-inch through 48-inch diameter and beyond. The machine clamps around the pipe and a rotating tool head with a milling bit or parting tool advances radially, cutting through the wall in a controlled, concentric motion. It is suitable for carbon steel, stainless, duplex, and CRA-clad pipe, and can be operated in horizontal, vertical, or overhead orientations. This is our primary tool for cold cutting services on large-bore pipelines.
Diamond-wire saws: Used for very large diameters, typically 36 inches and above, and for cutting through concrete-coated or heavily insulated pipe where a clamshell cannot clamp directly on the steel. The wire, embedded with industrial diamond segments, wraps around the pipe and cuts by abrasion under tension. It is water-cooled, spark-free, and capable of cutting through composite materials.
Hydraulic split-frame cutters: Used for small-bore piping, particularly 2-inch to 12-inch lines in congested locations where a clamshell will not fit. The frame splits to encircle the pipe, then a hydraulic ram drives the cutting blade through the wall. It is faster than a clamshell for small diameters but limited to thinner-wall pipe.
Orbital milling machines: Used for the highest-precision applications, where the cut face will become a weld-prep bevel with a specified angle and land. The milling head orbits the pipe, machining a compound bevel in a single pass. This is common in CRA-clad pipe where the weld-prep geometry is tightly specified.
Pre-Cutting Preparation: Why Cleaning Matters
A cold cut on a pipe that still contains hydrocarbon residue is safer than a hot cut, but it is not risk-free. Residual product can be released when the pipe is breached, and mechanical friction during cutting can generate localised heat, though nowhere near normal ignition levels. Best practice is to clean the line before cutting.
We use hydro jetting for pre-cleaning before cutting. High-pressure water, typically 5,000-20,000 psi depending on the scope, flushes the pipe interior and removes hydrocarbon residue, scale, and debris. This eliminates combustible material from the cut zone, prevents debris from interfering with the cutting tool, and supports the gas-free certificate requirements that most UAE site safety plans demand before any pipe breach.
The sequence on a typical job is: isolate and drain the line, hydro-jet the interior, nitrogen purge, gas-test and certify, clamp the cold-cutting machine, execute the cut, dress the cut face, then proceed with piping erection and welding services for the new spool piece.
Speed vs. Safety: The Real Trade-Off
There is a perception that cold cutting is slow and hot cutting is fast. On a pure cut-time basis, minutes versus an hour, that is directionally true. But cut-time is only one component of the total job duration. The real comparison looks like this:
Hot cutting timeline: isolate line (4 hrs), drain and vent (2 hrs), gas-test (1 hr), hot-work permit approval (2-24 hrs depending on plant procedure), mobilise fire watch and gas monitor (1 hr), execute cut (15 min), cool-down and verify no HAZ hardening (30 min), then release permit.
Cold cutting timeline: isolate line (4 hrs), hydro-jet clean (2 hrs), nitrogen purge (1 hr), gas-test and certify (1 hr), mobilise cold-cutting crew (often no hot-work permit needed), execute cut (45-90 min), dress cut face (15 min), then move to the next operation.
The cold-cut path eliminates the permit-approval lottery, the variable that can turn a same-day job into a next-week job. On a shutdown with a fixed window, that predictability is worth more than the incremental cut-speed difference. If the alternative to cold cutting is waiting for a full plant shutdown to secure a hot-work permit, the schedule impact favours cold cutting by orders of magnitude.
Reference: API RP 2001 outlines hot-work controls in refinery environments. The UAE Fire and Life Safety Code governs hot-work permitting requirements across UAE industrial facilities. Contact us for a site assessment. We will evaluate your pipe class, diameter, site constraints, and permit environment, then recommend the right cutting method with a method statement and schedule estimate.
For budget planning, see our guide to piping cost benchmarks in Abu Dhabi.
Frequently Asked Questions
What is the main difference between cold cutting and hot cutting for industrial piping?
Hot cutting uses thermal energy, such as an oxy-fuel flame, plasma arc, or grinding disc, to cut metal. It generates sparks, an open flame, and a heat-affected zone that changes the metallurgy at the cut face. Cold cutting uses mechanical methods such as clamshell cutters, diamond-wire saws, and hydraulic split-frame cutters. There are no sparks, no flame, and negligible heat input. The key operational difference is that cold cutting often requires no hot-work permit, which can reduce job duration on live plants.
When is cold cutting required instead of hot cutting in the UAE?
Cold cutting is effectively mandatory in ATEX-classified or Zone 1-2 hazardous areas where hot-work permits may not be issued without plant shutdown, in-service pipelines where HAZ from hot cutting could alter material properties and lead to cracking, and precision applications such as hot-tap tee and line-stop fitting preparation where cut-face geometry is critical.
How long does a cold cut take compared to a hot cut?
A cold cut on a 24-inch Schedule 80 carbon-steel pipe can take 45-90 minutes of actual cut time with a clamshell cutter, versus 10-15 minutes for a hot cut with oxy-fuel. However, total job duration can be shorter with cold cutting because it reduces hot-work permit approval delays, fire-watch mobilisation, and post-cut HAZ inspection.
What pipe materials and diameters can be cold cut?
BIJER’s cold cutting services cover carbon steel, stainless steel, duplex and super-duplex, and CRA-clad pipe across diameters from 2 inches to 48 inches and above. Clamshell cutters handle large-bore pipe, hydraulic split-frame cutters handle smaller diameters, and diamond-wire saws handle the largest diameters and concrete-coated pipe.
Do I need to clean the pipe before cold cutting?
Yes. Best practice is to hydro-jet the pipe interior before any cutting operation, hot or cold. Hydro jetting removes hydrocarbon residue, scale, and debris that could be released when the pipe is breached. It supports gas-free certificate requirements and prevents debris from interfering with the cutting tool. After hydro jetting, the line is typically nitrogen-purged and gas-tested before cutting.





